Сайт о современной художественной ковке металла мастерами
Модно, Стильно, Красиво.
![]()

Художественная эмаль
Художественная эмаль возникла еще во времена Древнего Египта сначала как имитация драгоценных камней и применялась как...

Кованая роза
Конечно, кованая роза больше подходит для оформления классических, ренессансных, барочных интерьеров, чем для современных...

Кованая оружие
Ковка оружия бесспорно является одним из направлений наших работ, потому что кованая оружие - это замечательный сувенир...
Интересные статьи:
Железные материалы Ф. Аизенкольб: производство и области применения
Из работ общего характера, посвященных технологии получения железных материалов и их применению, следует прежде всего назвать сообщение Тиммербейля и Гуммеля, обратившее внимание широкого круга читателей на преимущества порошковой металлургии...
Химический анализ
Химический анализ металлических порошков по своей методике аналогичен общему анализу металлов. Исключением является лишь определение кислорода...
Механикотехнологические методы испытаний
Первое место занимает ситовый анализ, который во многих случаях удовлетворительно характеризует технологическую Пригодность порошка. В последнее время отмечается стремление стандартизировать необходимые для ситового анализа приборы и ход анализа...
Пропитываемые сплавы, псевдосплавы и контактные материалы |
13-04-2024 |
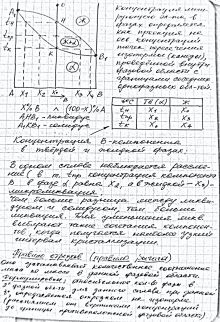
Согласно Кифферу и Бенссовскому, пропитываемыми сплавами называют «металлокерамические материалы, которые полу чают при полном или частичном заполнении пор брикета или спеченного изделия металлическим расплавом». Пропитываемые сплавы применяют для изготовления контактов, подшипников скольжения, деталей машин с повышенной прочностью и в качестве жаропрочных и окалиностойких материалов. На изготовление пропитываемых сплавов большое влияние оказывает пористость основы («каркаса», «скелета»), температура и продолжительность пропитки.
Киффер и Бснесовский выдвигают следующие условия проведения процесса:
1) возможно большее различие температур плавления компонентов;
2) возможно меньшая растворимость компонентов при комнатной температуре;
3) сильно ограниченная способность к образованию при пропитке эвтектик, твердых растворов или интерметаллических со единений, которые вследствие увеличения объема или повышен ной вязкости могли бы препятствовать проникновению в поры собственно пропитывающего металла;
4) применение температуры пропитки, лишь немного превышающей температуру плавления пропитывающего металла или сплава, чтобы максимально ограничить взаимную растворимость компонентов;
5) небольшая продолжительность пропитки, особенно для систем с ограниченной растворимостью в твердом и жидком состоянии;
6) тщательное удаление окисных пленок с пропитываемой заготовки;
7) введение металлов, окислы которых не восстанавливаются водородом, в виде промежуточных лигатур.
 Вольфрам Кованая мебель Ванадий Пропитываемые сплавы, псевдосплавы и контактные материалы Кованые скамейки
Вольфрам Кованая мебель Ванадий Пропитываемые сплавы, псевдосплавы и контактные материалы Кованые скамейки